
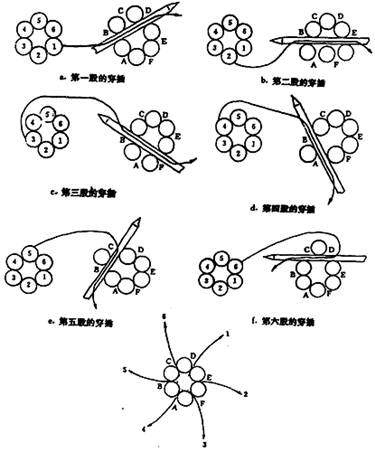
(1)经五次穿插制成插接头,五次穿插可由三次整根股穿插和二次减少的股穿插组成。所有插接头都应与钢丝绳的捻向相反;除第一组穿插外,其他组穿插所有股绳的尾端都应与钢丝绳的捻向相反。
(2)穿插应采取一股上、一股下的方式进行。
(3)如果钢丝绳有纤维主芯,绳芯应随第一组穿插的第一个尾端完全穿过去,然后将外露的绳芯剪掉。如果绳股有纤维芯,则股芯应留在原来的股绳内。
(4)如果钢丝绳有独立的金属丝绳芯,应将该芯分成三部分,即:
——两个股;
——两个股;
——两个股加其芯。
(5)压套机如果钢丝绳具有独立的金属丝股芯,此芯应在第一组穿插时向里折,再向上完全插进五次完整穿插的插编头中心。
(6)所有的穿插应串牢拉紧到与被插钢丝绳的中心线相一致为止。为了使插编部位平滑和圆整,应使用适当的工具进行整形,使它们进入合适的位置。
(三)吊链
吊链其挠性件采用起重短环链,短环链由Q235B、20#、20Mn等钢材焊接而成。由于材质不同吊链分为M(4)、S(6)和T(8)级三个强度等级。
